3/12/24
In the matter of PETITION FOR MODIFICATION
U S Silica Company
Mill Creek Plant #37
Mine I.D. No. 34-00377 Docket No. M-2023-002-M
PROPOSED DECISION AND ORDER
On April 28, 2023, U S Silica Company filed a petition with the Mine Safety and Health Administration (MSHA) seeking modification of 30 Code of Federal Regulations (30 C.F.R.) § 56.13020 for the Petitioner’s Mill Creek Plant #37, MSHA I.D. No. 34-00377. The Mill Creek Plant #37 plant receives raw feed materials by rail from the Mill Creek North Plant #39 quarry which is located 4.6 miles away. The Mill Creek Plant produces and sells to its industrial and specialty products customers a variety of whole grain and finely ground silica and micro proppants. The Mill Creek Plant #37, (hereafter Mill Creek Plant) is located at 4800 Oklahoma Hwy. 1 North, Mill Creek, Johnston County, Oklahoma 74856.
The Petitioner alleges that the alternative method, consisting of a clothes cleaning booth that uses regulated compressed air for cleaning miners’ dust-laden clothing, will at all times guarantee no less than the same measure of protection afforded the miners
by the standard.
The standard at 30 C.F.R. § 56.13020, Use of compressed air, provides:
At no time shall compressed air be directed toward a person. When compressed air is used, all necessary precautions shall be taken to protect persons from injury.
On June 27 and 28, 2023, an MSHA investigator met with Mill Creek Plant personnel at the plant’s Mine Safety Office to discuss the details and merits of the petition and inspect the subject clothes cleaning booth. Persons present at the meetings and inspections were Keith Blank, U S Silica’s Mill Creek Plant #37, EHS Manager and William (Devin) Lanier, Miners’ Representative. Participating for MSHA was Supervisor of Health Specialists Ty Fisher of MSHA’s Dallas, Texas District Office. The MSHA investigator subsequently filed a report of his findings with the Administrator for Mine Safety and Health Enforcement Administration. MSHA also consulted with clothes cleaning booth manufacturer S.K. Bowling Company of Wilson, North Carolina. After a careful review of the entire record, including the petition and MSHA's investigative report, the Administrator issues this Proposed Decision and Order.
Findings of Fact and Conclusions of Law
The proposed alternative method uses a standalone clothes cleaning system developed under a cooperative research effort between the Unimin Corporation and the National Institute for Occupational Safety and Health (NIOSH). S.K. Bowling Company participated in the initial clothes cleaning booth (booth or CCB) design and built the prototype. S.K. Bowling has been manufacturing and selling CCBs to mining, mineral milling, and other industrial commodity customers for over a decade.
Studies have shown that when an ore containing quartz or silica-bearing material is milled, work clothing becomes contaminated with respirable dust. Once a worker's clothing is contaminated, it continuously emits dust, exposing workers, and potentially others with whom they come in contact, such as family members, to high levels of respirable silica. Dust emission and exposure continues until the worker cleans or changes his/her clothing.
Mill Creek Plant personnel have conducted non-respirable dust and silica surveys and personal sampling at their plant. Recent sampling shows that dust at the plant contains up to 70 percent quartz.
According to NIOSH, using compressed air inside a properly designed and operated clothes-cleaning booth can quickly, effectively, and safely remove dust from a worker's clothing without further exposing the worker, co-workers, or the work environment during the cleaning process. This also reduces the risk of cross contamination and exposure to a miner’s family if they were to carry home the dust on their clothing.
NIOSH has determined that a minimum of 2,000 cubic feet per minute (cfm) airflow is necessary to maintain sufficient negative pressure inside a 48-inch by 42-inch booth throughout the entire clothes cleaning cycle. MSHA’s Directorate of Technical Support has advised that airflow through the booth can be measured by using a high-speed anemometer at the exhaust pipe outlet, or by using a pitot tube inserted in or a velometer tapped into a straight section of the discharge pipe downstream of the exhaust from the HEPA filter system. Booth manufacturer SK Bowling has advised that negative pressure can also be measured by using a differential pressure gauge. Before a booth is initially placed in operation, the user must measure and record air flow and booth negative pressure as a reference for the future, and to assure that the negative pressure switch is functioning and properly calibrated.
NIOSH has further determined that, to ensure worker safety while using the booth, air pressure delivered to the nozzles must be regulated to not exceed 30 pounds per square inch (psi). In addition, workers must wear personal protective equipment including a half mask, fit-tested respirator with an N95 filter, or better, hearing protection, and at a minimum, plant-standard eye protection. Standard eye protection worn during normal work at the Mill Creek Plant consists of safety glasses with side shields. Additional eye protection, such as safety glasses, is not required for persons using a full-face respirator or Powered Air Purifying Respirator (PAPR). When the clothes cleaning booth is built according to specifications, operated under negative pressure and according to NIOSH’s and the booth manufacturer’s instructions, all dust removed from workers’ clothing is contained and HEPA-filtered, clean air is exhausted either to a Local Exhaust Ventilation (LEV) system or to the outside through an exhaust stack.
The Mill Creek Plant employs approximately 24 miners, working five days per week on three, 8hour shifts per day. Six to eight miners work where they will use the CCB daily, occupations being the 30/40 Micron Bagger, Miller/Mill Operators, Mill Helper, Micron Lab worker, Foreman/Supervisor, and maintenance workers. Other employees who have a potential to be contaminated by dust, and have been trained in booth operation, may use the CCB whenever necessary.
The miners are represented by the United Steelworkers union labor organization, Local 286M.
There are currently six miner’s representatives: Phillip Arnold, Ty Eason, Broc Hays, Kalob A. Miller, William (Devin) Lanier, and Bill Slaughter. MSHA determined that the plant operator had posted a copy of the petition on bulletin boards at the main office, the safety building, and the employees’ break room, and personally notified the Miners Representatives. Miners Representative William (Devin) Lanier has been an active participant in the CCB implementation process. All the plant supervisors and workers who were interviewed stated that they had no objection to the petition and that they believe that the alternative method will provide no less than the same measure of protection as the standard and will improve safety and health for the miners.
Keith Blank the EH&S Manager on site believes that the CCB is a better way for the miners to clean off harmful respirable dust and silica from their clothes. He states that the “CCB will be no less a measure of safety than the standard 56.13020”. He believes it provides greater safety measures and will prevent cross contamination with the miner’s family. Keith showed complete understanding of the CCB, its care and maintenance.
Miner’s Representative William (Devin) Lanier states that “he approves of the CCB and is looking forward to the time when the booth is available for use to keep the dust from leaving the work area. The booth will keep harmful dust from going to the break room and to the miners’ homes. A quote from William (Devin) was “I do not have no issues with it at all”.
Miners Representative Phillip Arnold stated, “he approves of the CCB and that it’s a safe and effective way to decontaminate my clothing before leaving work, and to keep it from getting in my personal vehicle and furniture”. He stated, “I have no issues or safety concerns with this piece of equipment”.
Inspection of the booth determined that U S Silica Company had installed the equipment as designed and instructed by the booth manufacturer, and in accordance with the terms and conditions as proposed in the petition for modification. (See cleaning booth diagrams in Appendices A and B). The unit was operationally tested, and key performance parameters were checked and verified as meeting NIOSH’s and the manufacturer’s design specifications.
Specifically checked and verified were:
1. A fan has been provided to continuously move contaminants away from the user’s breathing zone. The fan, which is located at the booth’s ceiling level, draws fresh intake air in through an opening at the top of the booth, forces it downward through the booth and to the airflow exit in the floor. The fan is driven directly from its motor to prevent reduction or variation in fan speed and airflow loss.
2. Airflow through the booth was measured on June 27, 2023, using a rotating vane anemometer and determined to be 2,942 cfm, which is well above the required minimum airflow of 2,000 cfm. This measurement also verifies that the manufacturer-provided negative pressure switch, which is designed to prevent activation of the air spray manifold unless an acceptable negative pressure is maintained within the cleaning booth, is functioning properly and is properly calibrated. A test was performed to demonstrate that the CCB seals functioned properly; the booth is designed to not operate if the seal were broken, or if the door were not properly shut.
3. The booth’s filtered air exhaust vent is directed away from the booth’s fresh intake air opening to prevent the possibility of potentially dust-laden air being drawn into the booth. The CCB exhausts through a 12-inch diameter duct that is downstream of the HEPA filtering system. The duct passes vertically through the Micron Bagging Building roof and vents into the atmosphere. The exhaust system was inspected for leaks; none were found. Miners have access to the roof and can approach to within approximately 20 feet of the discharge when performing maintenance on the feed augers located at that level and could potentially be exposed to the exhaust under certain wind conditions. Mill Creek Pant has placed signage at the roof access door that states, “Respiratory Protection Required While Accessing Roof.” Access to an unused loadout platform that would allow miners to approach to within 4 feet of the exhaust discharge has been permanently barricaded.
4. The cleaning air spray manifold is constructed of 2-inch square steel tubing with 1/4-inch- (or 0.250-inch-) thick walls into which 26 cleaning air nozzles are screwed on 2-inch centers. This steel tubing construction detail differs from the 1-1/2-inch (inside diameter) Schedule 40 steel pipe manifold shown in the NIOSH Clothes Cleaning Process instruction manual. Substituting the square tubing for the round pipe is an improvement that the booth manufacturer made beginning with the prototype booth and has continued in all booths since. It is more efficient to precision drill and tap the flat surfaces of the 2-inch square tubing than the rounded surface of the 1-1/2-inch Schedule 40 pipe. Further, the 0.250-inch-thick wall of square steel tubing allows 72% more threads to be created in the tapping process for nozzle attachment, than the 0.145-inch-thick wall of Schedule 40 pipe.
5. The manifold is capped at the base and actuated by an electrically controlled ball valve at the top; air pressure through the manifold and at the spray nozzles is limited to a maximum of 29 psi by two regulators arranged in parallel,
6. The regulators are locked to prevent tampering or changing their setting, and the keys are controlled by the plant manager.
7. The uppermost portion of the spray manifold is located below the average user’s breathing zone.
8. The air nozzles mounted on the manifold are recessed into the side of the booth where they cannot be contacted and are shielded on the sides to prevent damage from inadvertent contact during use.
9. A sliding mechanical device is provided to cover the upper air nozzles to adjust the air spray to the specific height of each individual user.
10. The unit’s manufacturer-supplied 240-gallon air receiver tank is sized to:
a. Supply a minimum of 20 seconds of continuous air flow, more than enough to supply the 10 to 18 seconds of continuous air flow that NIOSH and the manufacturer state is needed to clean the average miner’s clothes,
b. supply sufficient compressed air for two successive cleanings without a delay to recharge the receiver. This is predicated on a supply of compressed air at a minimum of 90 psi, and
c. meets all MSHA safety standards.
11. The air receiver is equipped with a pressure relief valve.
12. An in-line filter is provided between the air receiver and the manifold to remove any moisture from the air, and to protect users from any debris that might be entrained in the compressed air stream.
13. The booth is equipped with a pressure control switch that guarantees sufficient air flow is present to maintain a 0.2 psi negative pressure inside the booth when the cleaning cycle is actuated.
14. The booth is equipped with a control panel with four operator controls:
a. A switch that turns on the interior light and starts the exhaust fan,
b. a “system ready” light that verifies the ceiling fan is operational and providing the correct airflow in the booth, and that sufficient compressed air is available for cleaning,
c. a pushbutton operated by the user to confirm that he/she is wearing the proper personal protective equipment, and
d. a pushbutton to start the cleaning cycle. The booth’s cleaning cycle shuts down automatically after no more than 18 seconds. When tested, the cycle ended after 14 seconds.
15. Signs have been posted at the entrance of the booth warning of “Compressed Air” and “Respirable Dust”, and
16. The mine operator has revised its Part 46 Training Plan to include in its New Miner, Experienced Miner, Annual Refresher and Task Training, the manufacturer’s clothes cleaning booth instruction manual, and NIOSH’s Clothes Cleaning Process instruction manual.
Training
Mill Creek Plant updated the Part 46 Training Plan on June 27, 2023, to include training pertaining to the safe usage of the CCB. The updated training plan was posted on all company bulletin boards for a minimum of two weeks for the miners and their representatives to review.
Mill Creek Plant added training on use of the CCB to the New Miner Training (Section 46.5) under the topic Respiratory Protection, Newly Hired Experienced Miner Training (Section 46.6) under the topic Respiratory Protection, New Task Training (Section 46.7) under the topic South Plant Production & Related Tasks, and Annual Refresher Training (Section 46.8) under the topic Respiratory devices.
Mill Creek Plant created a Task Training Checklist for the Elite I Clothes Cleaning Booth. The checklist includes training on PPE requirements, deflector adjustment, pre-operation inspections, and booth operation. Persons trained review the NIOSH Clothes Cleaning Process Instructional Manual and the CCB Operator’s Manual. They must demonstrate knowledge of the location of and proper operation of the booth’s controls, competent operation under close supervision, and the proper technique for performing daily pre-operation inspection, donning appropriate PPE, and adjusting the air deflector.
The booth manufacturer provided competent person training for EHS Manager Keith Blank. The plant will train all miners who have the potential to use the CCB.
Workplace Examinations, Inspections, Preventative Maintenance and Service
Mill Creek Plant created a pre-operational examination protocol for conducting a pre-shift examination to be conducted on each shift prior to booth use, for locking out and tagging out the equipment if necessary, and for reporting any defects that affect the safety or health of miners.
Mill Creek Plant has created inspection protocols based on guidelines outlined in the manufacturer’s “Installation and Operations Instructions for the CCB Elite I & II”. Specifically, the plant used the “HEPA Filtration Systems” guidelines to create preventive maintenance (PM) documents for monthly and 90-day inspection intervals. Inspections will include properly identifying when to replace filters in the filtration system, and the in-line filter that captures moisture and oils at the air reservoir tank.
The periodic schedules and recurring work orders created for servicing and performing preventive maintenance (PM) of the CCB meet or exceed the recommendation of the manufacturer. Mill Creek Plant has developed a Standard Operating Procedure for removing and replacing contaminated filters without exposing the miners to contaminants.
Summary
The alternate methods proposed in Mill Creek Plant’s Petition for Modification and MSHA’s investigation, review and recommendations were used to develop the Proposed Decision and Order. The alternative methods proposed, and measures the plant has already implemented, together with the terms and conditions below, will at all times guarantee no less than the same measure of protection afforded the miners under 30 C.F.R. § 56.13020.
ORDER
Wherefore, pursuant to the authority delegated by the Secretary of Labor to the Administrator for Mine Safety and Health Enforcement, and pursuant to Section 101(c) of the Federal Mine Safety and Health Act of 1977, 30 U.S.C. § 811(c), it is ordered that: U S Silica Company's petition for modification of the application of 30 C.F.R. § 56.13020, consisting of an alternative method of using a standalone clothes cleaning booth at its Mill Creek Plant #37, MSHA I.D. No. 34-00377, is here by:
GRANTED, conditioned upon compliance with the following terms and conditions:
1. Only miners trained in the operation of the clothes cleaning booth shall be permitted to use the booth to clean their clothes.
2. The Petitioner shall incorporate the NIOSH Clothes Cleaning Process (Process) that was published in 2012, and the Manufacturer's Instruction Manual into its MSHA Part 46 Training Plan, and train affected miners in the process. Two exceptions and modifications to the NIOSH Process are permitted, both regarding personal protective equipment.
a. A half-face, fit-tested respirator with N95 respiratory protection is acceptable in lieu of an N100-rated respirator.
b. If a half-face respirator is worn, standard plant-worn safety glasses with side shields are acceptable in lieu of full-seal goggles.
In 2022, NIOSH advised MSHA that the agency’s experience over time has shown that these modifications are acceptable.
3. Miners entering the booth shall examine the valves and nozzles for damage or malfunction and shall close the door fully before opening the air valve. Any defects shall be repaired prior to using the booth.
4. Miners entering the booth shall wear, at a minimum, eye protection in standard use within the plant, ear plugs or muffs for hearing protection, and respiratory protection. Respiratory protection means a full-face or half-mask respirator that meets or exceeds the minimum requirements of an N95 filter to which the miner
has been fit-tested. As an alternative, the use of a full-face N95 respirator will meet the requirement for combination eye and respiratory protection. A sign shall be conspicuously posted requiring that the above personal protective equipment be used when the booth is entered.
5. The booth shall be operated under negative pressure. To achieve this, air flow of at least 2,000 cfm shall be provided and propelled downwards, thereby moving contaminants away from the miner’s breathing zone and into the filter system. To assure that negative pressure is provided and maintained during booth operation, air flow must be verified before putting the booth into operation and on a semiannual basis thereafter. Measurements may be taken by using a pitot tube or velometer tapped into a straight section of the discharge pipe downstream from the HEPA filter system, by using an in-calibration, high-speed anemometer at the exhaust pipe outlet, by using a differential pressure gauge, or by using another reliable and accepted engineering method.
6. The airflow measurements shall be recorded and preserved for the active life of the booth, and the records be made available to an Authorized Representative of the Secretary. If the air flow falls below 2,000 cfm, or negative pressure inside the booth falls below 0.2 psi, the cause shall be promptly determined, if it can’t be repaired immediately the booth shall be taken out of service until it can be repaired.
7. Air pressure through the air spray manifold shall be regulated not to exceed 29 psi or the manufacturer’s recommendation, whichever is lower, for the full 18-second cleaning cycle time that the manufacturer has designed. Two lock boxes, each with a single, plant manager-controlled key shall be used to prevent tampering with the regulators or changing the pressure setpoint.
8. The air spray manifold shall consist of 2-inch square steel tubing with 26 nozzles, capped at the base and actuated by an electrically controlled ball valve at the top.
9. After set-up and testing, verify that the pressure at the nozzles does not exceed 29 psi during the cleaning cycle with gauge closest to the booth.
10. The uppermost active nozzle of the spray manifold shall be located below the booth user’s breathing zone. A mechanical device that can be manually adjusted shall be used to cover the upper air nozzles as necessary to meet the specific height of the user.
11. Air nozzles attached to the manifold shall be shielded on both sides to protect them from being mechanically damaged by inadvertent, incidental contact during booth use.
12. The Petitioner shall conduct pre-use, daily, monthly, semi-annual, and annual maintenance checks of the booth in accordance with the recommendations contained in the Manufacturer’s Instruction Manual.
13. The air compressor or plant compressed air system supplying the booth’s air receiver shall provide a minimum pressure of 90 psi, to assure the availability of no less than 18 seconds of sufficiently pressurized continuous cleaning airflow.
14. A pressure relief valve designed for the booth’s compressed air receiver shall be installed and maintained in functioning condition.
15. An in-line filter shall be provided and maintained between the air receiver and the manifold to remove moisture and protect users from any debris that might be entrained in the compressed air stream.
16. Appropriate hazard warning signs shall be posted and maintained on the booth to state, at a minimum, “Respirable Crystalline Silica” and “Compressed Air”.
17. The Petitioner shall use a pre-filter and HEPA filtration system and follow the manufacturer’s recommendations for maintenance of that system.
18. The Petitioner shall inspect the pre-filter gauge and ensure that the differential pressure across the pre-filter remains at an acceptable range of between 0 and 2 inches of water. If the reading rises to 2.0 inches of water, the pleated pre-filters shall be changed. If changing the pre-filters does not reduce the gauge reading to below 1.25 inches of water, then the manufacturer must be contacted for guidance.
19. The Petitioner shall also inspect the HEPA filter gauge and ensure that the differential pressure across the HEPA filter remains at an acceptable range of between 0 and 1.25 inches of water. If the reading rises to 1.25 inches of water, then the HEPA filter cartridge shall be changed. If changing the filter cartridge does not reduce the gauge reading to below 0.5 inches of water, then the manufacturer must be contacted for guidance.
20. Air that has passed through the booth and the pre- and HEPA-filter system shall be exhausted to the outside through an exhaust stack. The exhaust shall be oriented in a direction that prevents any entrained dust from entering the inlet opening at the top of the booth.
21. Petitioner shall maintain a copy of the Manufacturer’s Instruction Manual at the clothes cleaning booth.
Any party to this action desiring a hearing must file a request for hearing within 30 days after service of the Proposed Decision and Order, in accordance with 30 C.F.R. Part § 44.14, with the Administrator for Mine Safety and Health Enforcement, 201 12th Street South, Suite 401, Arlington, Virginia 22202-5450.
If a hearing is requested, the request must contain a concise summary of position on the issues of fact or law desired to be raised by the party requesting the hearing, including specific objections to the Proposed Decision and Order.
A party other than the petitioner who has requested a hearing shall also comment upon all issues of fact or law presented in the petition. Any party to this action requesting a hearing may indicate a desired hearing site. If no request for a hearing is filed within 30 days after service thereof, this Proposed Decision and Order will become final and shall be posted by the mine bulletin board at the mine.
______________________________
Brian Goepfert
Administrator for Mine Safety and Health Enforcement
Certificate of Service
I hereby certify that a copy of this proposed decision was served personally or mailed, postage prepaid, or provided by other electronic means this 12th day of March, 2024, to:
Jason Quigley
Regional Plant Manager
U S Silica Company
Quigley@ussilica.com
Keith Blank
EHS Manager
U S Silica Company
Phillip Arnold
P.O. Box 36
Mill Creek, OK 74856
William (Devin) Lanier
3099 Cyrus Harris Road
Mill Creek OK 74856
Bill Slaughter
321 East Okla. Ave.
Sulphur, OK 73086
Ty Eason
8201 South Rock Creek Loop
Tishomingo, OK 73460
Broc Hays
11822 CR 3570 Ada,
OK 74820
Kalob A. Miller
P.O. Box 194
Mill Creek, OK 74856
________________________________
Vernus W. Sturgill
Mine Safety and Health Administration
cc: Ms. Jenna Bedwell, Executive Assistant/Chief of Minerals Permitting, Oklahoma Department of Mines 2915 N. Classen Blvd., Suite 213, Oklahoma City, OK 73106, jenna.bedwell@mines.ok.gov
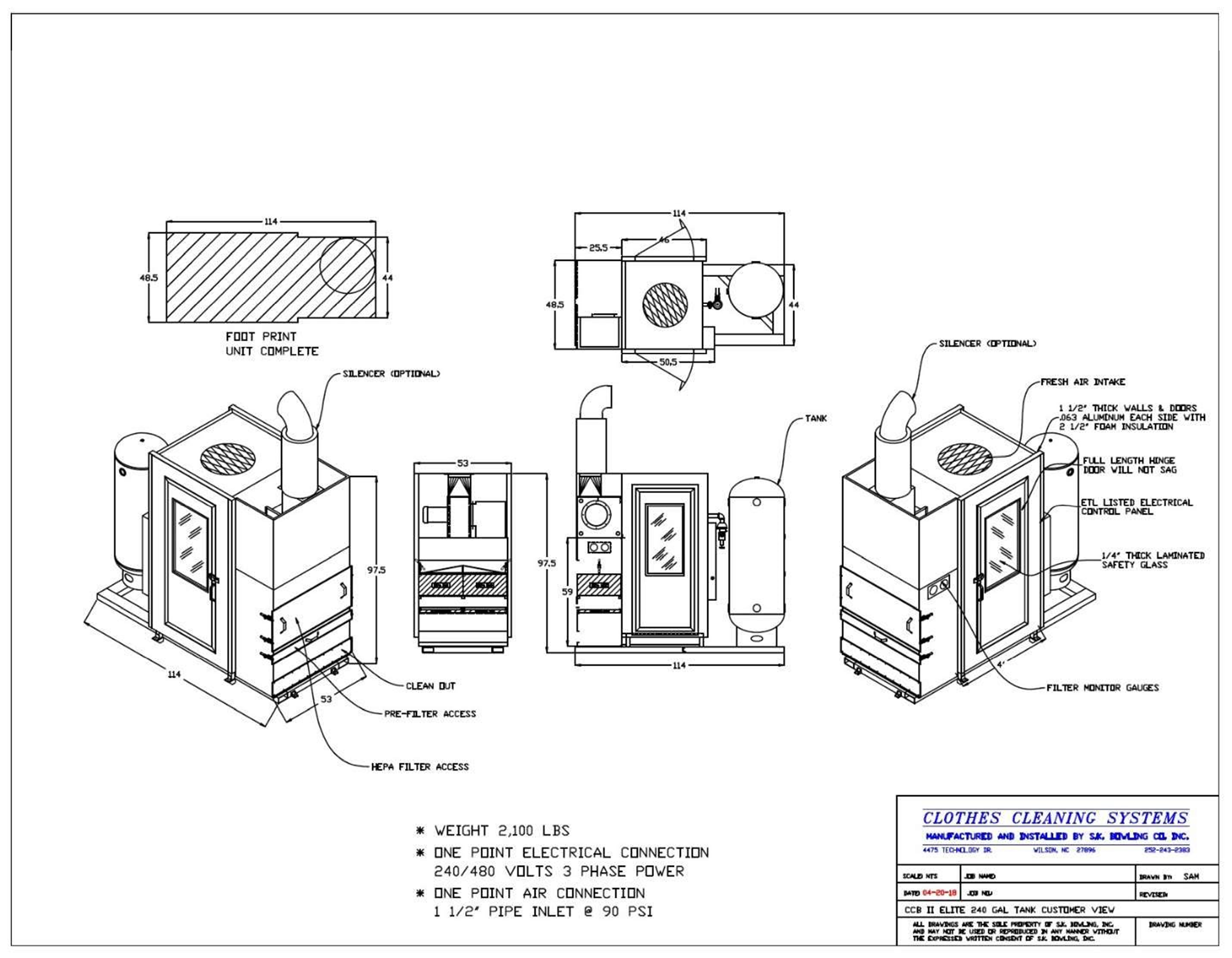
Appendex A
Clothes Cleaning Booth - General Arrangement Drawing
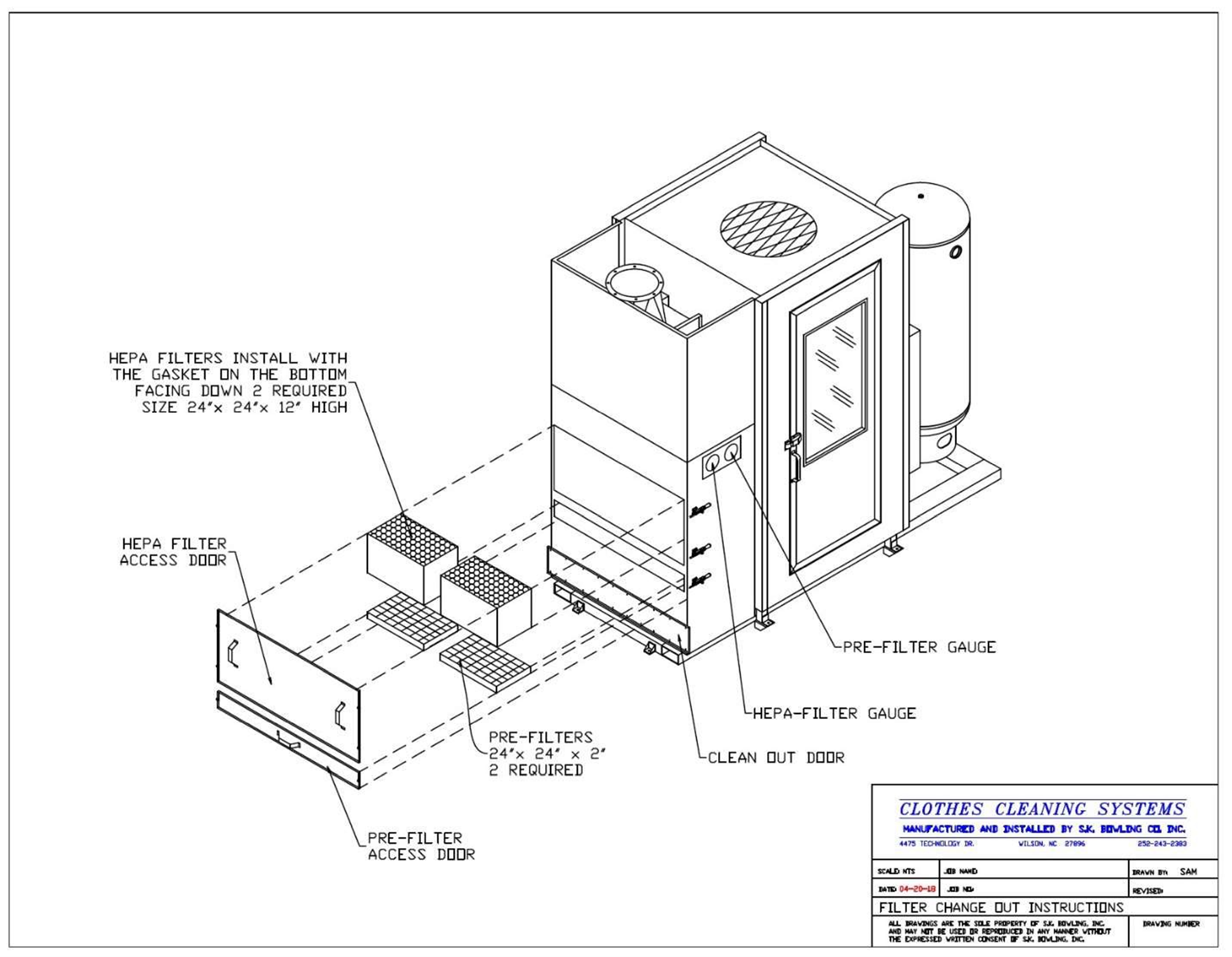
Appendix B
Clothes Cleaning Booth – Filter Changeout Instructions Drawing