
Accident Report: Fatality Reference
PDF Version
FAI-2019-3
UNITED STATES
DEPARTMENT OF LABOR
MINE SAFETY AND HEALTH ADMINISTRATION
REPORT OF INVESTIGATION
Open Pit Metal Mine
(Copper)
Machinery
March 6, 2019
Joy Global DBA Komatsu Mining Corp Group (P001)
Mesa, Arizona
at
Freeport-McMoRan Tyrone Inc.
Tyrone Mine
Grant County, New Mexico
ID No. 29-00159
Accident Investigators
Robert Seelke
Supervisory Mine Safety and Health Inspector
Lee Cruise
Mine Safety and Health Inspector
F. Terry Marshall
Mechanical Engineer
MSHA Technical Support
Originating Office
Mine Safety and Health Administration
South Central District
1100 Commerce Street RM 462
Dallas, TX 75242
William D. O’Dell, District Manager
OVERVIEW
Timothy Rivers, a 35-year-old contractor with one year of experience, died on March 6, 2019 at 11:32 a.m., after being struck by a relief valve from a 500-ton hydraulic bottle jack (bottle jack). As Rivers attempted to raise an electric shovel, the hydraulic pressure ejected the relief valve from 1 of 4 bottle jacks.
The accident occurred because the contractor did not ensure that the bottle jack was maintained in operable condition.
GENERAL INFORMATION
Freeport-McMoRan Inc. (Freeport), owns and operates the Tyrone Mine, an open pit copper mine located in Grant County, New Mexico. The facility operates with shifts of varying lengths, twenty-four hours a day, seven days a week, and employs 365 miners.
Freeport uses a multi-bench mining method at the Tyrone Mine. The mine drills and blasts material from the benches and uses front end loaders to load material into haul trucks. Stock piled material is leached using an acid solution and processed through a solvent extraction and electrowinning plant into copper cathode. The cathode is then sent to a rod mill to be turned into copper rods or sold on the open market.
Joy Global DBA Komatsu Mining Corp Group (Komatsu) is a contractor that assists the mine by servicing various pieces of mining equipment at the Tyrone Mine.
The principal officers at this mine at the time of the accident were:
Josh Olmsted.......................... Senior Vice President Operations
Erich Bower ..................................................... General Manager
Brittany Varela ............................................ Operations Manager
The Mine Safety and Health Administration (MSHA) completed its last regular inspection of this operation on December 14, 2018. The non-fatal days lost (NFDL) incidence rate for the Tyrone Mine for 2018 was 1.04 compared to the national average of 1.20 for mines of this type.
DESCRIPTION OF ACCIDENT
On March 6, 2019, at 7:30 a.m., Komatsu employees Timothy Rivers, Mechanic/Victim; Ralph Begay, Field Service Technician; and James Jarrett, Master Field Service Technician, arrived at the mine site to work on the No. 24 shovel. After a safety meeting, Komatsu employee Ryan Thygerson, Lead Man, assigned various tasks to Rivers, Begay and Jarrett to prepare to lift the No. 24 shovel using four bottle jacks.
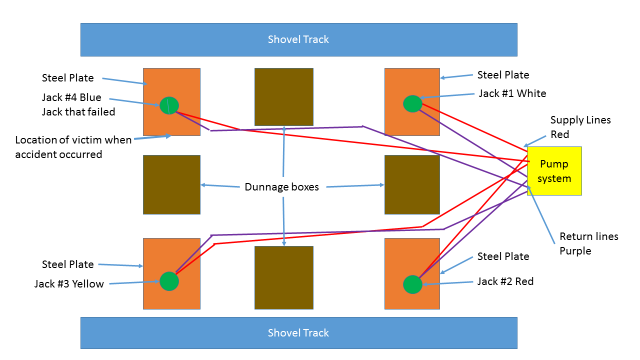
At 10:00 a.m., Rivers, Begay, Jarrett, and Thygerson prepared the pump system and began the process of raising the bottle jacks into position. The pumping system applied pressure to the bottle jacks. However, the bottle jacks did not move, the gauges on the pressure side of the pump read between 7,000 and 7,500 psi, and hydraulic oil leaked out of the relief valves on the No. 2 and No. 3 bottle jacks (see Appendix A - Accident Diagram). The contractors shut down the pump and determined that the pump’s return valves were closed. The contractors opened the return valves and restarted the pump. Oil stopped leaking out of the relief valves on the No. 2 and No. 3 bottle jacks, and the bottle jack rams began to raise. The valves were turned off to hold the bottle jacks in place once the two bottle jacks touched the bottom of the shovel. No. 1 and 4 jacks did not raise.
A loose fitting on the return line was found on the No. 1 bottle jack. The fitting was tightened and the No. 1 bottle jack ram raised up when the pump was turned on. Once the ram contacted the bottom of the shovel, the valves for the No. 1 bottle jack were closed to hold the bottle jack in position.
The No. 4 bottle jack still was not working. The pump was shut off and Begay and Rivers inspected the No. 4 bottle jack for leaks but found none. Begay and Rivers were in the immediate vicinity of the No. 4 bottle jack when the pump was restarted. Jarrett stated that the bottle jack ram did not rise, and the pump gauge read approximately 9,000 psi. After approximately two to three seconds, the relief valve ejected out of the No. 4 bottle jack cylinder, striking Rivers in the left abdomen.
Oil from the bottle jack sprayed onto Begay, who turned to see Rivers kneeling down facing away from Begay, and holding his left ear and left side. Begay pulled Rivers out from under the shovel, and ordered a mayday call for broadcast over the mine’s radio system.
Begay and Jarrett attended to Rivers until trained emergency medical technicians (EMT) from the mine arrived at the accident scene. Tyrone Mine employee Henry Monroe, Truck Driver/EMT, arrived at the accident site and assessed Rivers. Monroe was unable to find a pulse or detect any breathing. Monroe started cardiopulmonary resuscitation until the paramedics took over and transported him to Gila Regional Medical Center in Silver City, New Mexico, where he was pronounced dead at 11:32 a.m. by Preston Maxim, MD.
INVESTIGATION OF ACCIDENT
Tyrone Mine employee James Cook, Senior Health and Safety Specialist, called the Department of Labor’s National Contact Center (DOLNCC) at 10:43 a.m. on March 6, 2019, and notified MSHA of the accident. MSHA dispatched South Central District enforcement employees Lee Cruise, Mine Safety and Health Inspector and Robert Seelke, Supervisory Mine Safety and Health Inspector to the mine site to secure the scene. Upon arrival, MSHA issued an order under provisions of Section 103(k) of the Mine Act to ensure the safety of the miners and began the investigation.
MSHA’s accident investigation team, with the assistance of Fred T. Marshall, MSHA Technical Support Mechanical Engineer, conducted a physical examination of the accident scene, interviewed mine employees and contractors, and reviewed documents and work procedures relevant to the accident. MSHA conducted the investigation with the assistance of mine management, miners and contractor employees. See Appendix B for persons participating in the investigation.
DISCUSSION
The accident occurred at the shovel rebuild area in the Valencia Pit. The contractors were preparing to rebuild the crawler tracks and install power stairs to access the shovel. The rebuild project started on March 4, 2019, Komatsu performed the major portions of the rebuild.
The contractors positioned the bottle jacks under the shovel on March 5, 2019 and determined the pump used to pressure the bottle jack system did not work. A replacement pump was brought to the site the following morning.
On the day of the accident, Rivers, Begay, Jarrett, and Thygerson prepared to lift the shovel using the bottle jack system. Rivers and Begay were standing near the bottle jacks while Thygerson and Jarrett were at the pump when the accident occurred. Begay estimated that Rivers was approximately three feet from the No. 4 bottle jack and in direct line with the relief valve when it was ejected from the bottle jack.
Exponent, an independent laboratory, tested the bottle jack system. Fred T. Marshall, MSHA Technical Support Mechanical Engineer, was present during the testing. Exponent determined that the damage patterns on the failed pressure relief valve show that physical damage to the valve had occurred prior to the accident, and not as a result of the accident. The lack of any threads remaining on the valve body, the surface damage to the entire length and circumference of the unthreaded portion of the valve body, the lack of threads in the first portion of the cylinder port, and contact marks on the underside of the hex head all show that the pressure relief valve sustained an impact force, which drove it into the port, until portions of the hex head contacted the cylinder body. Aligning the contact marks on the underside of the pressure relief valve’s hex head with machining marks on the cylinder body shows the relative orientation of the face of the pressure relief valve prior to ejection from the cylinder port. As a result of the physical damage, the relief valve had only an interference fit, like a cork, to hold it in the cylinder port instead of the integrity of a threaded connection. When the work crew turned on the pump to raise the bottle jack, the pressure caused the damaged relief valve to eject out of the port.
Weather
The weather at the time of the accident was clear, with a west wind of 26 mph, and a temperature of 72 degrees Fahrenheit. Investigators did not consider the weather to be a factor in the accident.
Equipment Involved in the Accident
The bottle jack involved in the accident was an Enerpac RR-series model RR-50024, a double-acting cylinder with a nominal stroke of 24 inches and a rated lift capacity of 500 tons. The bottle jacks were hydraulically powered by an electrically operated hydraulic power unit, catalog number SU10132 Model A, serial number 351312, in both directions, i.e., to extend and retract the bottle jacks or to both raise and lower the bottle jack, respectively. Product information supplied by one of the contractor’s representatives shows that the hydraulic power unit had an adjustable hydraulic output pressure setting of 1,000 to 10,000 psi and that the two-way bottle jack’s maximum operating pressure was 10,000 psi.
There is a pressure relief valve inserted directly into the retract side of the cylinder on the bottle jack using a threaded connection. The relief valve has a relief setting of 11,000 – 11,500 psi and when this is exceeded the relief valve vents hydraulic fluid to the atmosphere. Because the jack is double acting, the relief valve can vent hydraulic fluid to the atmosphere when the jack is not under load with a supply pressure as low as 6,125 – 6,400 psi.
The operator generally raises the bottle jack by depressing a three-position switch on a hand control (pendant). A hydraulic valve electrically controlled by the pendant then directs pump pressure and flow to the base side (bottom side) of the bottle jack’s piston to extend the cylinder rod. The upward movement of the piston forces the hydraulic oil on the rod side (top side) of the piston out of the top of the bottle jack. When raising the bottle jack, a larger amount of oil is going into the bottle jack than that coming out of the bottle jack. The operator releases the pendant switch to stop raising the bottle jack. To lower the bottle jack, the operator depresses the three-position switch in the opposite direction. The bottle jack lowers by directing hydraulic pressure and flow in the opposite direction of that for raising it. In addition, the speed of the bottle jack can be slowed by using manually controlled needle valves to restrict flow to, or from, the bottle jack.
The bottle jack and pump assembly included an electrically driven two-stage hydraulic pump with a preset safety relief valve. The pressure relief valve in the retract side of the bottle jack was the component that mechanically failed and was ejected from a threaded port of the bottle jack.
Training and Experience
Timothy Rivers had been employed by Joy Global DBA Komatsu Mining Corporation for 1 year, 3 weeks, and 3 days. He completed his New Miner Training February 8, 2018. Rivers received Annual Refresher Training on January 25, 2019 and Hazard Training for the Tyrone Mine on June 8, 2018.
ROOT CAUSE ANALYSIS
The accident investigation team conducted a root cause analysis to identify the underlying cause of the accident. The team identified the following root cause and the contractor implemented the corresponding corrective action to prevent a recurrence.
Root Cause: The relief valve was defective. The damaged patterns of the failed pressure relief valve show that the physical damage to the valve occurred prior to the accident and not as a result of the accident.
Corrective Action: The contractor shall establish an inspection protocol of the bottle jacks to ensure that they are not damaged prior to use.
CONCLUSION
Timothy Rivers died after being struck by a relief valve from a bottle jack. A relief valve was ejected from a bottle jack when hydraulic pressure was applied as the contractor was attempting to raise an electric shovel with four bottle jacks. The accident occurred because the contractor did not ensure that the bottle jack was being maintained in operable condition.
ENFORCEMENT ACTIONS
Order No. 9408688 - Issued on March 6, 2019, under the provisions of the 103(k) of the Federal Mine Safety and Health Act of 1977:
A fatal accident occurred at this mine site on March 6, 2019 at 10:25 a.m. This order is issued under the Federal Mine Safety and Health Act of 1977 section 103(k) to prevent destruction of any evidence, at the 24 shovel rebuild area from the guarded entrance east to include the area within the berms that would be used in assisting the cause of the accident and also prohibits all activities in this area.
Citation No. 6566957 - Issued to Joy Global DBA Komatsu Mining Corp under the provisions of Section 104(a) of the Mine Act for violation of 56.14100(c):
A fatal accident occurred at this mine site on March 6, 2019, at approximately 10:25 a.m., when a miner was fatally injured while assisting in raising of a P & H 4100A shovel. The relief valve from one of the 500-ton bottle jacks ejected from the bottle jack barrel and struck the victim on his left side. The relief valve had been damaged at some point prior to the accident, and could not withstand the pressures it would be subjected to during the operation of the bottle jack.
Approved: ______________________________________ Date: ______________________
William D. O’Dell
South Central District Manager
Appendix A
Accident Diagram
Appendix B
Persons Participating in the Investigation
(Persons interviewed are indicted by a * next to their name)
Freeport McMoRan Tyrone Inc
James Cook Senior Health and Safety Specialist
Brittany Varela Operations Manager
Robert Dominguez Operational Improvement
Kenneth Herrera Health and Safety Specialist
Lawrence Corte Senior Council
*Henry Monroe Truck Driver/EMT
*David Maldonado Diesel Repair
*Andrew Gonzales Shovel/Drill Diagnostic Mechanic
*Manual Cuevas SX Maintenance
Joy Global DBA Komatsu Mining Corp Group
Ryan Guthrie Senior EHS Manager
Brian O’Neal EHS Manager
Mick Crisp Senior EHS Specialist
*Ralph Begay Field Service Technician
*James Jarrett Master Field Service Technician
*Ryan Thygerson Lead Man
*Jeremy Crapo Leadman 3
*Leland Williams Field Service Welder
*Patrick Laughter Welder
Outside Sources
Suzanne Smyth Managing Engineer Exponent
Blake Whitley Associate Exponent
Matthew Linton Attorney Ogletree Deakins, Nash, Smoak and Stewart, P.C.
Terry Walker New Mexico Associate State Mine Inspector
Mine Safety and Health Administration
Robert Seelke Supervisory Mine Safety and Health Inspector
Lee Cruise Mine Safety and Health Inspector
Fred T. Marshall Mechanical Engineer